双伸缩双作用立柱(螺纹连接)拆解装配 1拆解步骤 2 立柱清洗 3装配步骤 4立柱检测要点
双伸缩双作用立柱(螺纹连接)拆解装配(见下图)
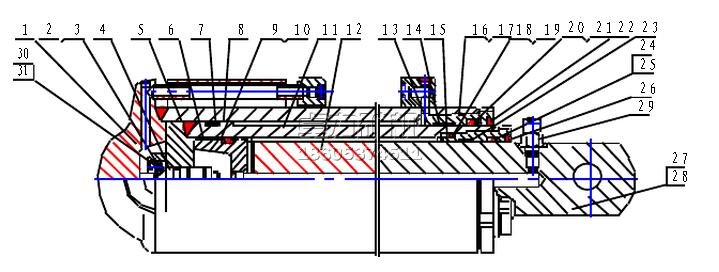
1.缸体 2.固定环 3.小卡环 4.底阀 5.卡箍 6.卡箍 7.山形圈 8.活塞导向套 9.山形圈 10.活塞导向套 11.二级缸体 12.活柱 13.导向套 14.导向环 15.导向套 16.O型圈 17.挡圈 18.O型圈 19.挡圈 20.蕾型圈 21.挡圈 22.防尘圈 23.导向环 24.蕾型圈 25.挡圈 26.防尘圈 27.O型圈 28.挡圈 29. 螺纹接头 30.螺钉 31.垫圈
1拆解步骤:
1) 将螺纹接头29拆卸;
2) 将立柱整体吊装至拆柱机,拆卸导向套13,从立柱下腔进液取出二级缸体11,将缸体1吊出,放入货架上;
3) 拆卸二级缸体底阀4的螺栓30和垫圈31、取出固定环2、小卡环(三瓣键)3,(注意二级缸体内有压,先給底阀卸载),拆柱机夹住二级缸体底部,拆卸导向套15,取出活柱12,所有拆卸零件分类存放;
4) 拆除二级缸体密封件,分别取出卡箍5、山形圈(或鼓型圈)7、活塞导向套8,所有拆卸零部件分类存放;
5) 拆除活柱密封件,分别取出卡箍6、山形圈(或鼓型圈)9、活塞导向套10,所有拆卸零部件分类存放;
6) 拆除导向套13密封件,分别取出导向环14、O型圈16、挡圈17、蕾型圈20、挡圈21、防尘圈22,所有拆卸零部件分类存放;
7) 拆除导向套15密封件,分别取出导向环23、O型圈18、挡圈19、蕾型圈24、挡圈25、防尘圈26,所有拆卸零部件分类存放。
2 立柱清洗:
1) 立柱采用专用的往复式清洗设备进行清洗,在无专用设备配置时采用人工清洗;清洗方法为利用浮化液泵站的高压浮化液,接入高压喷射枪,用高压射流清洗缸筒和活动塞杆。
2) 立柱其它小零部件由人工放入清洗槽用煤油进行清洗,为确保清洗干净,制作专用沟槽刮板清理,再用刷进行刷洗。(清洗为粗洗一遍,精洗一遍)
3装配步骤:
1) 将导向环23、挡圈24、蕾型圈25、防尘圈26依次装入导向套13内孔槽中,再将垫圈19、O型圈18装入15导向套 O型圈槽中(注意密封件的安装位置);
2) 将导向环14、挡圈20、蕾型圈21、防尘圈22依次装入导向套15内孔槽中,再将垫圈17、O型圈16装入15导向套 O型圈槽中(注意密封件的安装位置);
3) 将活塞导向环10、山形圈(鼓型圈)9、卡箍6依次装入活柱12槽中;
4) 将活塞导向环8、山形圈(鼓型圈)7、卡箍5依次装入二级缸体11槽中,再将底阀4装入二级缸体底部孔中,将小卡环3装入二级缸体底部孔的槽内,固定环2与小卡环装配,用垫圈31、螺钉30固定;
5) 将装配好的二级缸体和活柱吊至拆柱机压装,再将装配好的导向套15装入二级缸体内;
6) 将缸体1吊至拆柱机与装配好的二级缸体和活柱,进行压装,再将装配好的导向套13装入缸体内;
7) 将螺纹接头与活柱装配,将塑料堵装入缸体进回口,防止灰尘进入。
8) 立柱缸体外表面表面喷漆,见6.6的要求
4立柱检测要点
1) 缸体表面是否变形,焊缝的完好程度;
2)与导向套配合和密封段的表面尺寸,变形状况,表面粗糙度;
3) 缸体内表面尺寸、变形状况、表面粗糙度; 4) 卡环槽、止口的变形状况;